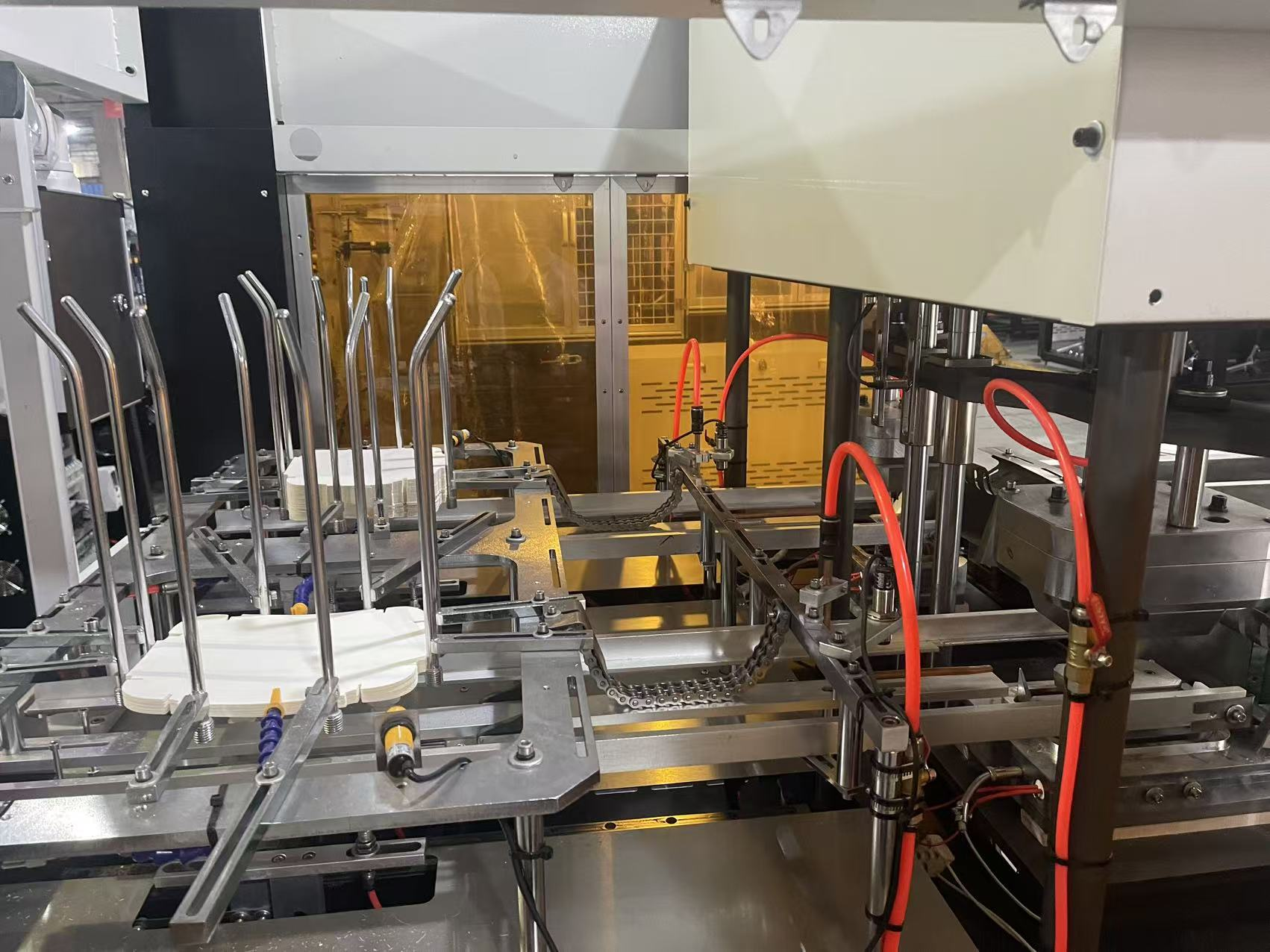
Maszyna do formowania tacki papierowej jest podstawowym urządzeniem w wielu liniach produkcyjnych ekologicznego jednorazowego sprzętu stołowego. Jednak niezależnie od zaawansowania technicznego maszyny to właśnie forma decyduje o końcowej jakości i spójności każdej produkowanej tacki. Z biegiem czasu formy nieuchronnie zużywają się, a umiejętność rozpoznania momentu i sposobu ich wymiany jest kluczowa dla utrzymania wysokiej jakości produkcji. W niniejszym przewodniku przedstawię praktyczne wskazówki wynikające z bezpośredniego doświadczenia z wyposażeniem do formowania masy celulozowej oraz eksperckie spostrzeżenia oparte na branżowych praktykach konserwacji.
Rozpoznawanie momentu, w którym forma maszyny do formowania tacki papierowej wymaga wymiany
Jedną z najważniejszych umiejętności, jaką może rozwinąć operator, jest rozpoznawanie wczesnych oznak awarii formy. W moich wieloletnich doświadczeniach pracy z maszynami do formowania tack papierowych stwierdziłem, że wykrycie problemów z formą na wczesnym etapie zapobiega poważnym zakłóceniom produkcji. Oto kluczowe wskaźniki, na które należy zwracać uwagę:
Gorszej jakości tacki. Jeśli zauważysz nierówności na krawędziach, niestabilną grubość lub wady powierzchniowe na tackach papierowych, forma prawdopodobnie uległa zużyciu. W jamie formującej mogą z czasem pojawić się mikroskopijne zadrapania, które bezpośrednio przenoszą się na powierzchnię tacki.
Trudności z wyjmowaniem wyrobów. Gdy tacki zaczynają przyklejać się do powierzchni formy zamiast być czysto wyrzucane, często oznacza to degradację polerowanej powierzchni formy. Ten problem nie tylko obniża wydajność produkcji, ale może również prowadzić do rozrywania lub odkształcania tack.
Widoczne uszkodzenia pleśni. Pęknięcia, skorupki lub silne zadrapania na wnęki formującej są wyraźnymi sygnałami, że wymiana formy jest konieczna. Kontynuowanie użytkowania uszkodzonej formy tylko pogorszy wady produktu i może spowodować dalsze uszkodzenie samego urządzenia.
Nadmierna ilość włókien, której nie można już usunąć za pomocą czyszczenia. Regularne czyszczenie powinno usuwać pozostałości masy papierowej. Jeśli zauważysz, że włókna gromadzą się szybciej niż zwykle lub pozostawiają uparcie trudne do usunięcia osady nawet po dokładnym czyszczeniu, powierzchnia formy mogła stracić gładkość, co oznacza konieczność jej wymiany.
Zmiany w efektywności podciśnienia. Formowanie tacki papierowej opiera się na ssaniu podciśnieniowym, które przyciąga włókna masy papierowej do powierzchni formy. Jeśli system podciśnienia działa prawidłowo, ale obserwujesz niestabilny rozkład włókien, otwory w formie mogą być częściowo zatkane lub zużyte, co wpływa na proces odwadniania.
Krok po kroku: procedura wymiany formy w maszynie do formowania tacki papierowej
Zamiana formy na maszynie do formowania tacki papierowej wymaga starannej uwagi poświęconej bezpieczeństwu i precyzji. Na podstawie standardowych praktyk przemysłowych oraz instrukcji obsługi operatora poniżej przedstawiono prostą procedurę, która może pomóc uniknąć typowych błędów.
Bezpieczeństwo przede wszystkim. Przed rozpoczęciem jakiejkolwiek zamiany formy całkowicie wyłącz maszynę i zablokuj zasilanie (system LOTO – Lock Out/Tag Out). Załóż odpowiednie środki ochrony indywidualnej, w tym rękawice ochronne, okulary ochronne oraz buty ze stalowymi noskami. Nigdy nie próbuj wymieniać formy, gdy maszyna jest nadal pod napięciem lub znajduje się pod ciśnieniem.
Przygotuj narzędzia oraz nową formę. Zbierz wszystkie niezbędne narzędzia: klucze, ściereczki do czyszczenia, spray przeciwkorozyny, paski lub łańcuchy do podnoszenia oraz samą zamienną formę. Starannie sprawdź nową formę przed jej montażem — upewnij się, że nie ma uszkodzeń powstałych podczas transportu, zweryfikuj, czy wszystkie otwory montażowe są zgodne z układem płyt mocujących maszyny, oraz potwierdź, że połączenia chłodzące lub próżniowe są nietknięte i niezablokowane.
Usuń stary formier. Użyj dźwigu lub żurawia o nośności przewidzianej dla masy formiera, aby go podtrzymać przed poluzowaniem śrub zaciskowych. Poluzuj śruby mocujące w układzie krzyżowym, aby równomiernie rozładować nacisk. Delikatnie podnieś formier od płyty zaciskowej, upewniając się, że żadne przewody hydrauliczne ani próżniowe nie są nadal do niego podłączone. Dokładnie oczyść powierzchnię płyty zaciskowej, usuwając wszelkie pozostałości włókien celulozowych, rdzy lub zanieczyszczeń. Czysta płyta zaciskowa jest kluczowa dla prawidłowego pozycjonowania formiera.
Zamontuj nowy formier. Umieść nowy formier na płycie zaciskowej za pomocą dźwigu. Starannie dopasuj go do wpustów lokalizacyjnych lub otworów prowadzących. Stopniowo dokręć śruby mocujące, stosując układ krzyżowy, aby zapewnić jednorodną siłę zaciskową. Jeśli Twoja maszyna do formowania tack papierowych wykorzystuje systemy zacisku hydraulicznego lub pneumatycznego, sprawdź, czy wszystkie połączenia są bezpieczne i szczelne.
Podłącz systemy pomocnicze. Ponownie załóż wszystkie przewody próżniowe, przewody chłodzenia wodą (jeśli są stosowane) oraz połączenia elektryczne czujników lub elementów grzejnych. Sprawdź każde połączenie pod kątem wycieków lub luźnych złączy przed kontynuowaniem.
Przeprowadź próbne uruchomienie i kalibrację. Przed rozpoczęciem produkcji wykonaj kilka cykli próbnych bez materiału celulozowego. Nasłuchuj nietypowych dźwięków, sprawdź, czy forma otwiera się i zamyka się płynnie, oraz upewnij się, że system próżniowy generuje wystarczające ciśnienie ssące. Wykonaj kilka próbnych tack, używając masy celulozowej, aby ocenić jakość wyrobu. Dostosuj parametry formowania – takie jak ciśnienie próżni, czas formowania i temperatura – w razie potrzeby, aby osiągnąć optymalną jakość tack.
Prawidłowe przechowywanie zapasowych form
Sposób przechowywania form w czasie ich nieużywania ma bezpośredni wpływ na ich żywotność. Wiele operatorów pomija ten etap, ale prawidłowe przechowywanie może wydłużyć przydatny okres eksploatacji formy o wiele lat.
Utrzymuj formy w czystości i suchym stanie. Po usunięciu formy z maszyny dokładnie ją oczyść, aby usunąć wszystkie pozostałości włókien celulozowych. Wysusz formę całkowicie — nawet niewielkie ilości wilgoci mogą z czasem prowadzić do powstawania rdzy.
Zastosuj środek zapobiegawczy przeciwkorozji. Posmaruj lub opryskaj powierzchnie formy profesjonalnym środkiem zapobiegawczym przeciwkorozji. Szczególną uwagę zwróć na wnękę formującą oraz wszystkie powierzchnie frezowane. Ta ochronna warstwa zapobiega utlenianiu podczas przechowywania.
Przechowuj w środowisku o kontrolowanej temperaturze i wilgotności. Formy należy przechowywać w czystym, suchym pomieszczeniu o stabilnej temperaturze i poziomie wilgotności. Unikaj przechowywania form bezpośrednio na posadzkach betonowych, które mogą przysysać wilgoć z dołu. Do podnoszenia form używaj drewnianych palet lub półek.
Chronij przed kurzem i zanieczyszczeniami. Przykryj przechowywane formy folią plastikową lub specjalnymi pokrowcami do form. Nagromadzenie kurzu może uszkodzić precyzyjne powierzchnie podczas ponownej instalacji formy.
Lokalizacja przechowywania dokumentów i historia konserwacji. Sporządź prosty dziennik dla każdej formy, zapisując datę ostatniego jej użycia, datę czyszczenia i konserwacji oraz miejsce przechowywania. Dokumentacja ta pozwala śledzić żywotność formy i proaktywnie planować jej wymianę.
Codzienna i okresowa konserwacja w celu wydłużenia żywotności formy
Konserwacja zapobiegawcza jest znacznie bardziej opłacalna niż nagła wymiana. Poniżej przedstawiono praktyczny harmonogram konserwacji oparty na najlepszych praktykach branżowych.
Codzienna konserwacja (na końcu każdej zmiany). Po każdym cyklu produkcji przetrzyj powierzchnię formy, aby usunąć pozostałe włókna masy papierowej. Przeprowadź kontrolę jamy formującej pod kątem oznak zużycia, zadrapań lub nagromadzenia się zanieczyszczeń. Sprawdź otwory próżniowe i kanały odpływowe, aby upewnić się, że są czyste i niezablokowane. Nasłuchaj nieprawidłowych dźwięków podczas pracy maszyny, które mogą wskazywać na luźne elementy.
Codzienna konserwacja. Przeprowadź bardziej szczegółową kontrolę formy i jej systemu montażowego. Sprawdź wszystkie śruby i elementy zaciskowe pod kątem odpowiedniego dokręcenia. Przebadaj szczyty prowadzące i wkładki prowadzące pod kątem zużycia — te komponenty zapewniają prawidłową pozycję formy w każdym cyklu kształtowania. Oczyść wszelkie nagromadzone włókno z trudno dostępnych miejsc za pomocą sprężonego powietrza lub miękkich szczotek.
Miesięczna konserwacja. Wyjmij formę z maszyny w celu kompleksowej inspekcji. Sprawdź występowanie mikropęknięć, ubytków na powierzchni lub śladów zużycia, które mogą wpływać na jakość wyrobu. Smaruj wszystkie części ruchome, w tym piny wyrzutnikowe i mechanizmy prowadzące, stosując zalecane przez producenta środki smarujące. Upewnij się, że otwory próżniowe nie są zatkane oraz że powierzchnia formy pozostaje gładka.
Konserwacja oparta na cyklach. Najdokładniejszym sposobem zaplanowania konserwacji formy jest śledzenie cykli produkcyjnych, a nie czasu kalendarzowego. Forma wykonująca 100 000 cykli w ciągu miesiąca ulega znacznie większemu zużyciu niż forma wykonująca 1 000 cykli. Ekspertów branżowych zalecają trzy poziomy konserwacji: codzienne sprawdzanie w prasie, pośrednia konserwacja ogólna po 20 000–50 000 cykli oraz kompleksowe przeglądy po 250 000–500 000 cykli.
Wprowadzanie zapisów. Dokumentuj każdą czynność konserwacyjną, w tym czyszczenie, smarowanie, inspekcje i naprawy. Starannie prowadzony dziennik pomaga zidentyfikować powtarzające się problemy, przewidzieć moment, w którym będzie wymagana wymiana, oraz zoptymalizować interwały konserwacyjne na podstawie rzeczywistych danych maszynowych, a nie domysłów.
Wybór odpowiedniej formy zamienniczej do potrzeb produkcji
Gdy nadejdzie czas zakupu formy zamienniczej, zrozumienie dostępnych opcji pozwala podjąć świadomą decyzję, która uwzględnia równowagę między kosztem, trwałością a jakością produkcji.
Materiały do produkcji form mają znaczenie. Stopy aluminium, w szczególności gatunki 6061 i 7075, są popularnym wyborem do form do kształtowania tack papierowych. Aluminium charakteryzuje się doskonałą przewodnością cieplną, co ułatwia etapy ogrzewania i suszenia podczas produkcji tack. Jest również lżejsze niż stal, co ułatwia wymianę form i zmniejsza obciążenie sprzętu podnośnikowego. Jednak aluminium jest mniej odporne na zużycie niż stal, dlatego w przypadku produkcji o wysokim wolumenie może być konieczna częstsza wymiana form.
Rozważ zastosowanie stali nierdzewnej w wymagających zastosowaniach. Formy ze stali nierdzewnej zapewniają doskonałą odporność na korozję oraz trwałość, co jest szczególnie ważne przy produkcji tack przeznaczonych do kontaktu z żywnością lub przy pracy z dodatkami, które mogą być korozyjne. Wadą jest wyższa cena oraz trudniejsza obróbka.
Dopasuj formę do specyfikacji swojej maszyny. Przed zamówieniem zamiennika formy upewnij się, że jest ona zgodna z rozmiarem płyty dociskowej, układem otworów montażowych oraz interfejsami połączeniowymi podciśnienia i ewentualnych systemów grzewczych Twojej maszyny do formowania tack papierowych. Forma niepasująca w sposób właściwy nigdy nie pozwoli na wytworzenie tack o wysokiej jakości, niezależnie od tego, jak dobrze została wykonana.
Współpracuj z wiarygodnymi dostawcami. Zakupując zamienniki form, wybieraj producentów charakteryzujących się sprawdzoną kontrolą jakości oraz wsparciem posprzedażowym. Na przykład firma Bonjee Machine oferuje formy profesjonalnego poziomu, zaprojektowane tak, aby bezproblemowo współpracować z całym asortymentem maszyn do formowania tack papierowych tej firmy, zapewniając prawidłowe dopasowanie oraz optymalną wydajność.
Zaplanuj zakup kilku zestawów form. Jeśli produkujesz tacki o różnych kształtach lub rozmiarach, rozważ inwestycję w kilka zestawów form. Możliwość szybkiej wymiany pozwala na efektywne przełączanie się między różnymi produktami, maksymalizując czas pracy maszyny oraz elastyczność produkcji.
Spis treści
- Rozpoznawanie momentu, w którym forma maszyny do formowania tacki papierowej wymaga wymiany
- Krok po kroku: procedura wymiany formy w maszynie do formowania tacki papierowej
- Prawidłowe przechowywanie zapasowych form
- Codzienna i okresowa konserwacja w celu wydłużenia żywotności formy
- Wybór odpowiedniej formy zamienniczej do potrzeb produkcji